1. Phân loại phương pháp gia công bánh răng
Quá trình gia công bánh răng được chia thành hai nhóm cơ bản:
Phương pháp gia công định hình:
Dụng cụ cắt có biên dạng giống rãnh răng, mỗi lần cắt một rãnh riêng biệt.
→ Ưu điểm: dễ thực hiện, phù hợp sản xuất đơn chiếc hoặc loạt nhỏ.
→ Nhược điểm: độ chính xác thấp hơn, dễ sai số chia độ.
Phương pháp gia công bao hình:
Dụng cụ cắt lăn tương đối liên tục trên phôi bánh răng, tạo biên dạng thân khai chính xác cao.
→ Ưu điểm: cho năng suất và độ chính xác vượt trội, thích hợp sản xuất hàng loạt.
2. Các phương pháp gia công bánh răng trụ
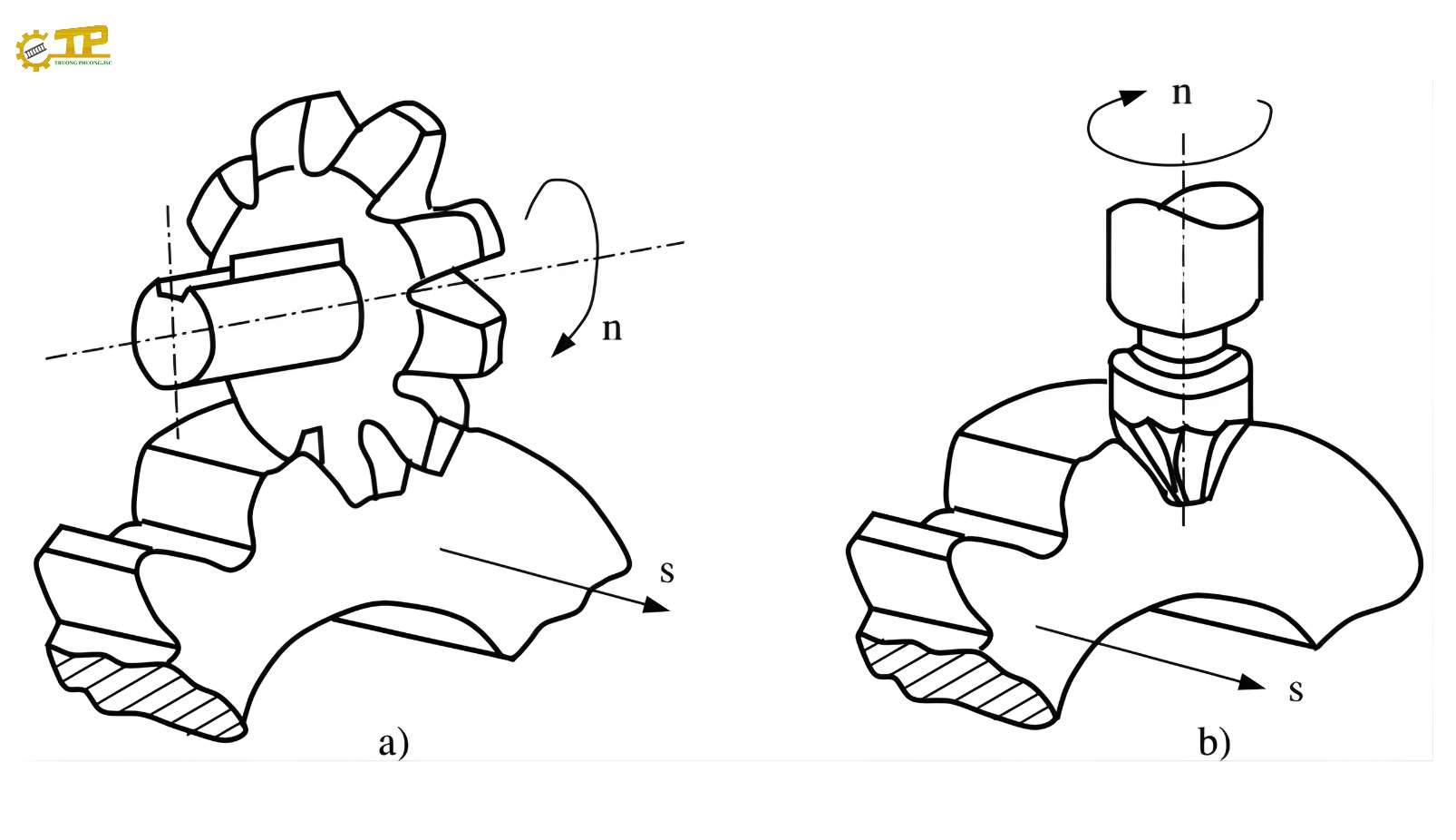
Phay định hình
Sử dụng dao phay đĩa module hoặc dao phay ngón module, thực hiện trên máy phay vạn năng có ụ phân độ.
Phương pháp này phù hợp với gia công modul nhỏ, độ chính xác trung bình.
Bào định hình
Thực hiện trên máy bào răng, dùng dao định hình hoặc dao thường kèm dưỡng.
Áp dụng gia công thô cho bánh răng modul lớn, ăn khớp trong và ngoài.
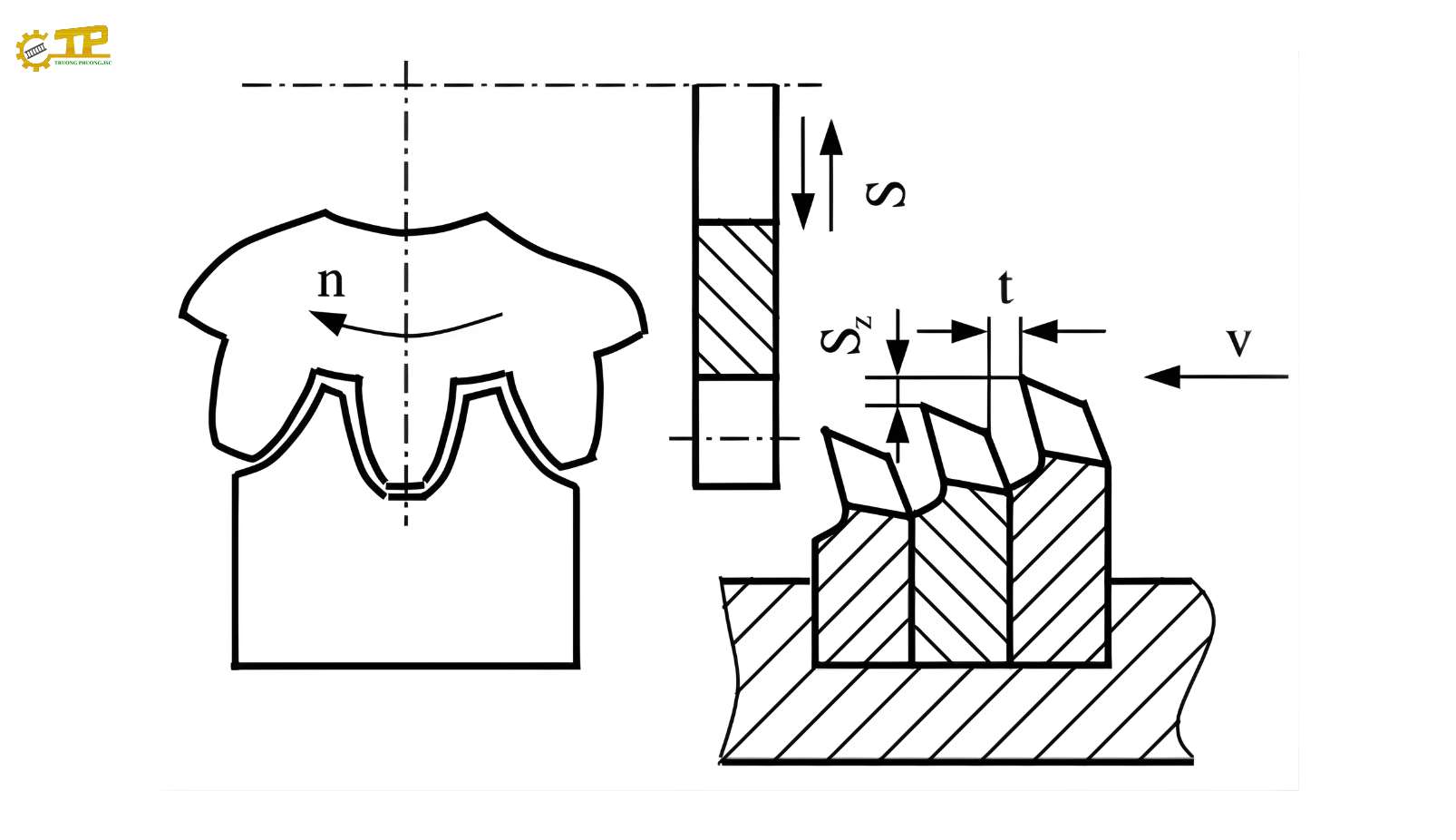
Chuốt định hình
Phương pháp chuốt răng sử dụng dao chuốt có biên dạng răng, có thể chuốt đồng thời nhiều rãnh.
→ Độ chính xác cao, năng suất lớn, phù hợp sản xuất hàng loạt.
→ Tuy nhiên, chi phí đầu tư dao cao.
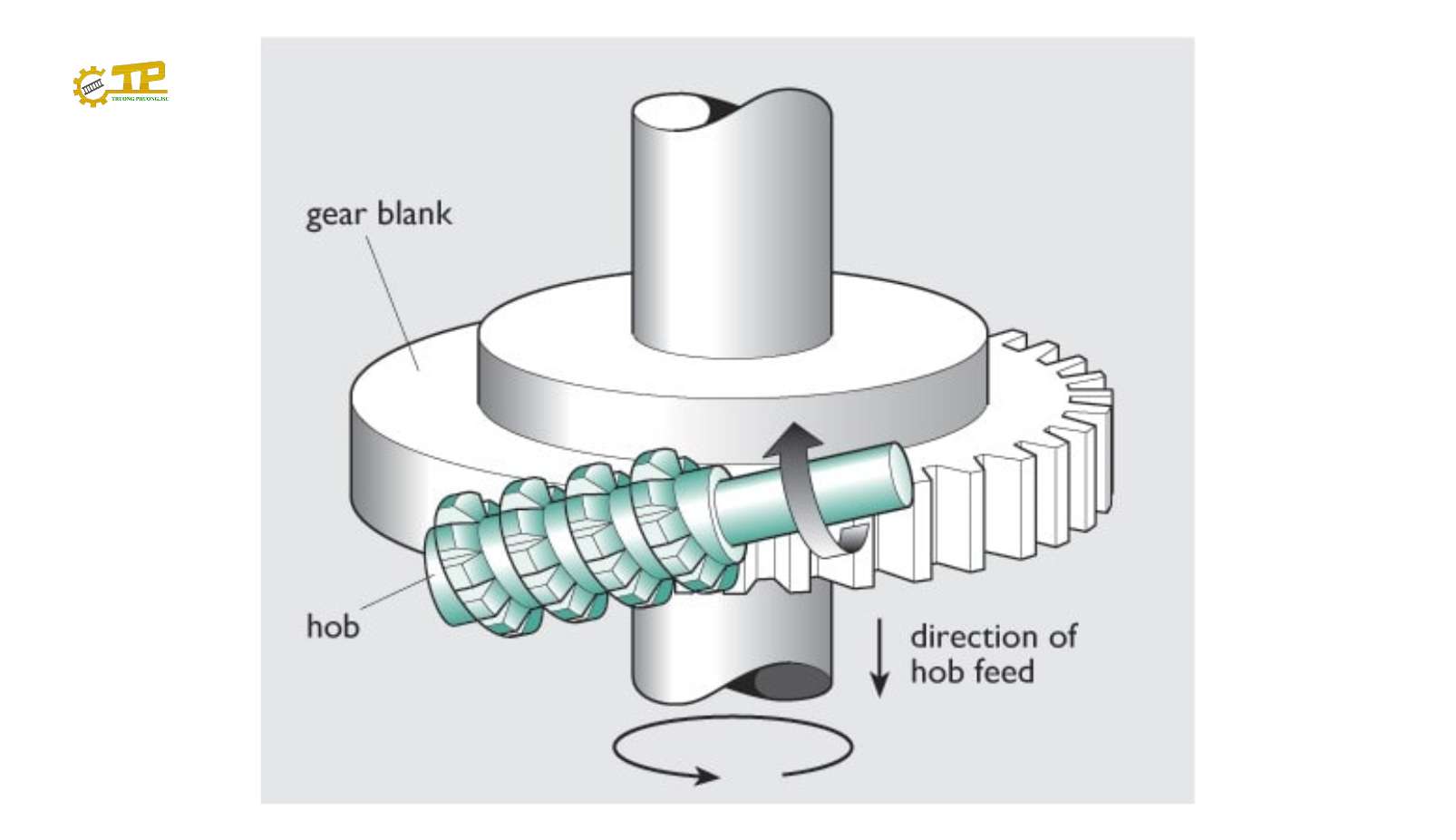
Phay lăn răng (hob)
Là phương pháp bao hình hiện đại, cho phép dao và phôi quay đồng bộ theo tỷ số truyền cố định.
→ Ưu điểm: chính xác cao, bề mặt răng bóng, gia công được cả răng nghiêng và răng thẳng.
→ Nhược điểm: dao phay phức tạp, chi phí cao.
Xọc bao hình
Thực hiện bằng máy xọc răng, dao chuyển động tịnh tiến kết hợp quay tương đối.
→ Độ chính xác cao, phù hợp gia công bánh răng trong.
→ Hạn chế: năng suất thấp hơn phay lăn.
3. Các phương pháp gia công bánh răng côn
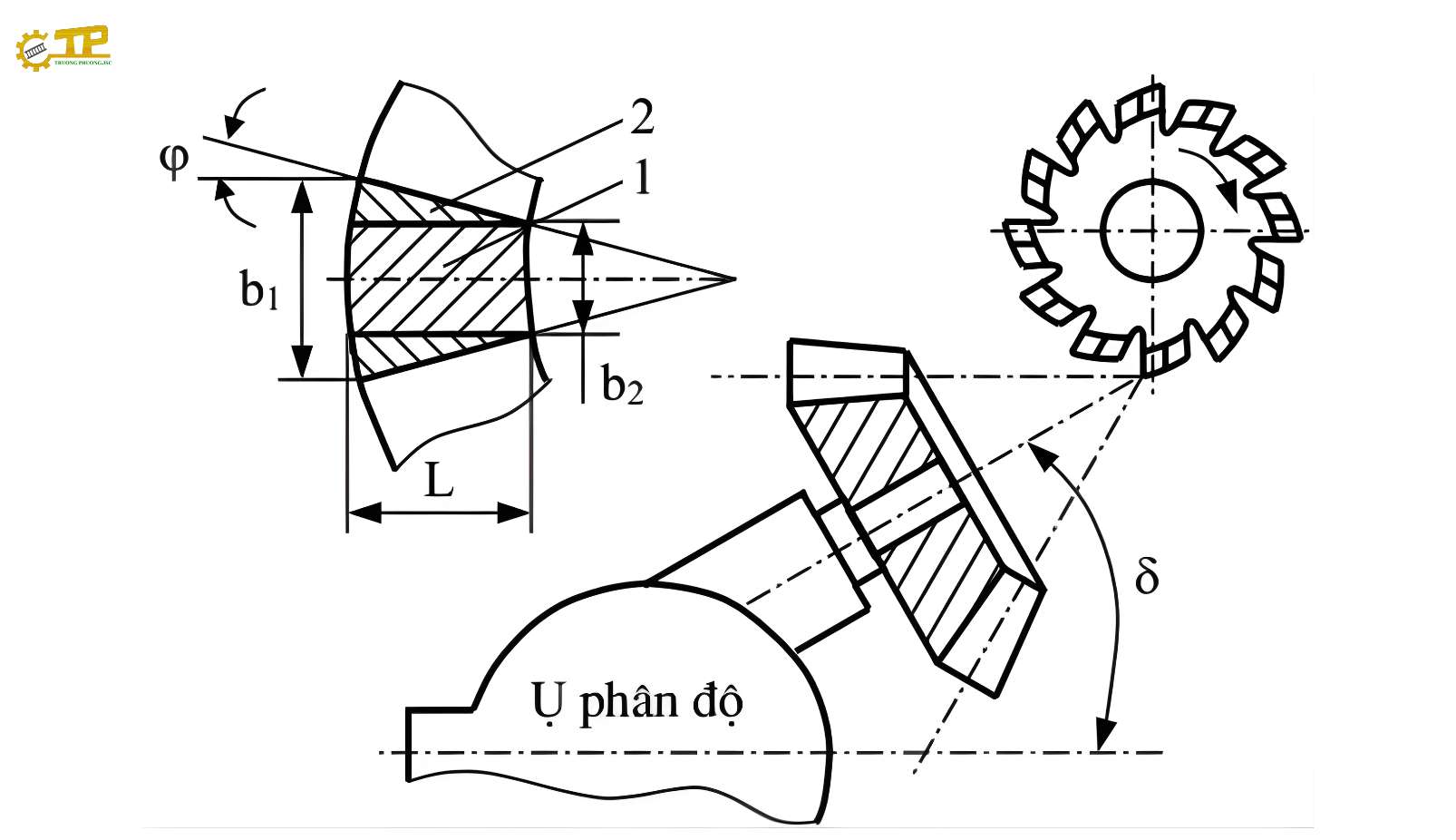
Phay định hình
Phôi được gá nghiêng theo góc côn chân răng, phay từng rãnh răng qua ba bước.
Thích hợp gia công modul lớn, độ chính xác cấp 9–11.
Phay lăn răng côn
Sử dụng dao phay đặc biệt, mô phỏng theo bánh răng dẹt sinh.
→ Năng suất cao, độ bóng bề mặt tốt, phù hợp sản xuất loạt vừa và lớn.
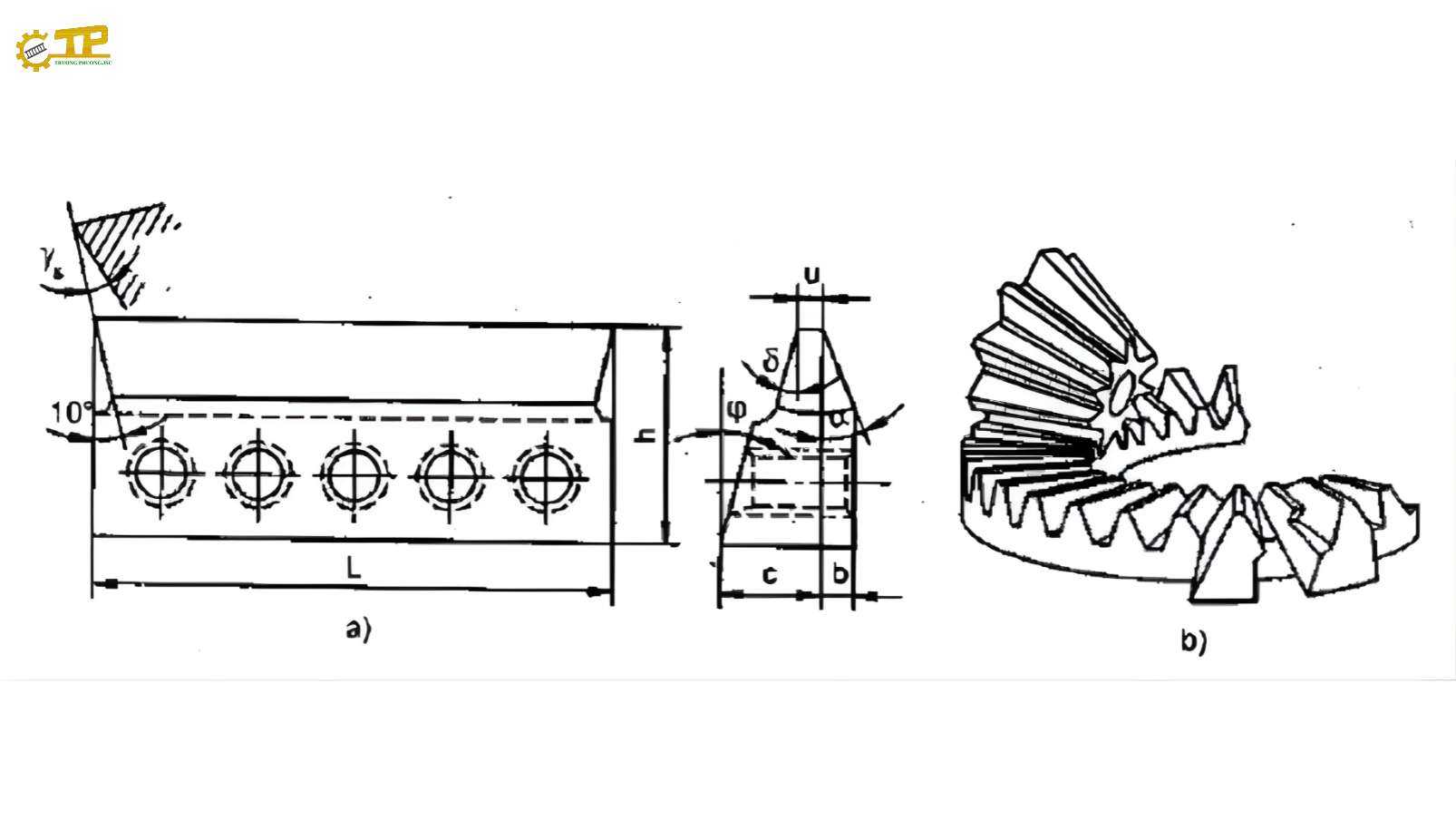
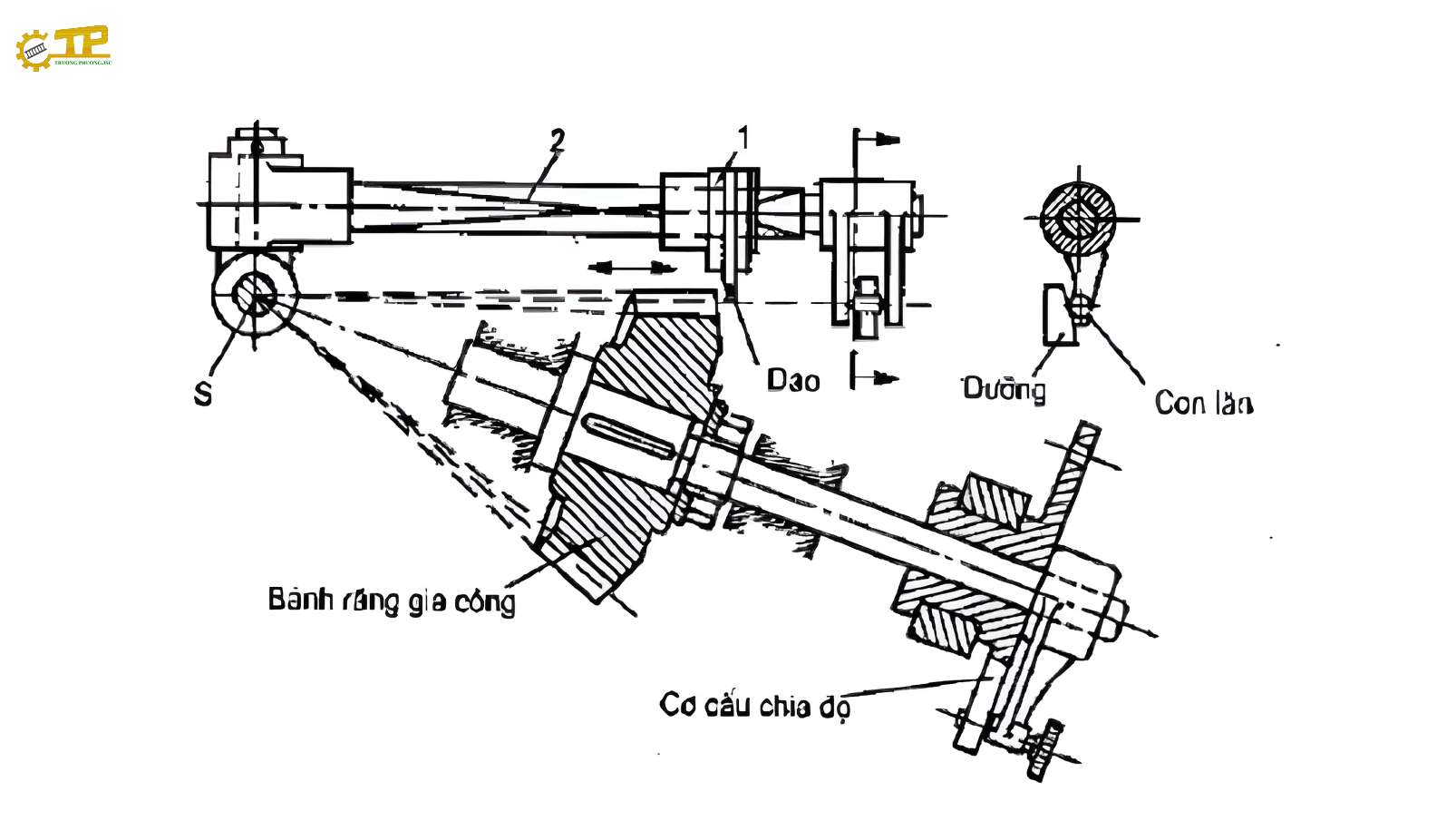
Bào theo dưỡng
Áp dụng với bánh răng côn modul lớn, tuy nhiên độ chính xác phụ thuộc nhiều vào dưỡng chép hình và truyền động.
Yêu cầu kỹ thuật khi gia công bánh răng
| Tiêu chí kỹ thuật | Giá trị yêu cầu |
|---|---|
| Độ đồng tâm mặt lỗ – vòng chia | 0,05 ÷ 0,1 mm |
| Độ vuông góc mặt đầu – tâm lỗ | 0,01 ÷ 0,015 mm / 100 mm |
| Độ chính xác cổ trục | Cấp 7, Ra = 1,25 ÷ 0,63 |
| Bề mặt khác | Cấp 8–10, Rz = 10 ÷ 40 |
| Độ cứng sau nhiệt luyện | 55 ÷ 60 HRC |
| Bề mặt không gia công | 180 ÷ 280 HB |
Liên hệ gia công bánh răng
Công ty Cổ phần Trường Phương Việt Nam
📞 Hotline: 0903220698
🌐 Website: truongphuongvn.com


 Gọi điện
Gọi điện Nhắn tin
Nhắn tin Messenger
Messenger